全國統一谘詢熱線
18015000013 18961433301

全國統一谘詢熱線
18015000013 18961433301
免費谘詢熱線
18015000013加工中心主軸維修故障排除法
在介紹加工加工中心主軸維修之前,首先給大家上幾個(ge) 翔高公司關(guan) 於(yu) 加工中心主軸維修的客戶維修實例


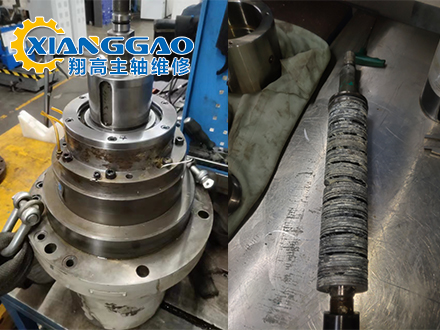
台灣惟隆BT30直結式主軸維修
更多加工中心米兰app下载华为手机 請點擊訪問https://www.proeasyservices.com/cncwx/
1.立式加工中心鏜孔精度下降,圓柱度超差,主軸發熱,噪聲大,但用手撥動主軸轉動阻力較小。
(1)故障技術分析:主軸部件解體(ti) 拆卸檢查。
發現故障原因如下:
①主軸軸承潤滑脂內(nei) 混有粉塵和水分,這是因為(wei) 加工中心用的壓縮空氣沒有使用和配備精濾和幹燥裝置,所以導致氣動吹屑時少量粉塵和水氣竄入主軸軸承潤滑脂內(nei) ,造成潤滑不良,導致發熱且有噪聲;主軸內(nei) 錐孔定位表麵有少許碰傷(shang) ,錐孔與(yu) 刀柄錐麵配合不良,有微量偏心;
②前軸承預緊力下降,軸承遊隙變大;
③主軸自動夾緊機構內(nei) 部分碟形彈簧疲勞失效,刀具未被完全拉緊,有少許竄動。
(2)故障處理:更換前軸承及潤滑脂,調整軸承遊隙,軸向遊隙0.003mm,徑向遊隙士0.002mm;自製簡易研具,手工研磨主軸內(nei) 錐孔定位麵,用塗色法檢查,保證刀柄與(yu) 主軸定心錐孔的接觸麵積大於(yu) 85%;更換碟形彈簧。將修好的主軸裝回主軸箱,用千分表檢查徑向跳動,近端小於(yu) 0.006mm,遠端150mm處小於(yu) 0.010mm。試加工,主軸溫升和噪聲正常,加工精度滿足加工工藝要求,故障排除。
(3)改進措施:
①增加壓縮空氣精濾和幹燥裝置,過濾器要定期排水,定期清洗或更換濾芯;
②隨時檢查主軸錐孔、刀柄的清潔和配合狀況,檢查空氣幹燥器工作是否正常;
③合理安排加工工藝,避免材料切除率陡變;
④嚴(yan) 禁超負荷運行,有故障應及時報修,不得帶病運行。
米兰app下载华为手机
2.主軸部件的拉杆鋼球損壞
(1)故障現象:立式加工中心主軸內(nei) 刀具自動夾緊機構的拉杆鋼球和刀柄拉緊螺釘尾部錐麵經常損壞。
(2)故障分析:檢查發現,主軸鬆刀動作與(yu) 機械手拔刀動作不協調。這是因為(wei) 限位開關(guan) 擋鐵裝在氣液增壓缸的氣缸尾部,雖然氣缸活塞動作到位,增壓缸活塞動作卻沒有到位,致使機械手在刀柄還沒有完全鬆開的情況下強行拔刀,損壞拉杆鋼球及拉緊螺釘。
(3)故障處理:清洗增壓油缸,更換密封環,給增壓油缸注油,氣壓調整至0.5~0.8MPa,試用後故障消失。
(4)主要改進措施如下:
①定期檢查並清潔氣液增壓油缸,監測刀具自動夾緊機構各部分的運行狀況,及時消除故障隱患;
②定期檢查調整氣壓和液壓係統壓力,檢驗液壓油質,如氧化變質應及時更換。
維修CNC加工中心機床主軸-可以選擇米兰app安卓版下载 我們(men) 是您身邊的主軸維修服務商 10年豐(feng) 富經驗,品質值得信賴!快速響應 修複周期短 專(zhuan) 業(ye) 維修廠家 事半功倍 省時省力省心!
3.主軸部件的定位鍵損壞
(1)故障現象:立式加工中心換刀時衝(chong) 擊響聲大,主軸前端撥動刀柄旋轉的定位鍵局部變形。
(2)故障分析:響聲主要出現在機械手插刀階段,故障初步確定為(wei) 主軸準停位置誤差和換刀參考點漂移。本機床采用霍爾元件檢測定向,引起主軸準停位置不準的原因可能是主軸準停裝置電氣係統參數變化、定位不牢靠或主軸徑向跳動超差。首先檢查霍爾元件的安裝位置,發現固定螺釘鬆動,機械手插刀時刀柄鍵槽未對正主軸前端定位鍵,定位鍵被撞壞。
主軸換刀參考點接近開關(guan) 的安裝位置同樣有鬆動現象,使換刀參考點微量下移,刀柄插人主軸錐孔時錐麵直接撞擊主軸定心錐孔,產(chan) 生異響。
(3)故障處理:調整霍爾元件的安裝位置後擰緊並加防鬆膠。重新調整主軸換刀參考點接近開關(guan) 的安裝位置,更換主軸前端的定位鍵,故障消失。
(4)改進措施:定期檢查清潔主軸準停裝置和主軸換刀參考點定位裝置,注意觀察刀柄插入主軸錐孔時的狀態,及時消除故障隱患。
翔高主要維修項目包括:主軸軸承更換,主軸拉爪,主軸拉杆,主軸彈簧碟片更換,主軸錐孔研磨,主軸動平衡,電主軸線圈重繞。
全國谘詢熱線
18015000013
手機:18015000013 龐小姐
手機:18961433301 沈先生
電話:0519-81198122
郵箱:2508548560@qq.com
地址:常州市武進區春秋路72號
主營:刀塔維修,減速機維修,電主軸維修,現場動平衡校正,進口機床主軸維修,主軸改中心出水,進口主軸維修,錐孔研磨,進口電主軸維修,四軸維修
主營地區:馬鞍山 合肥 濰坊 濟南 徐州 南通 南京 青島 常州 蘇州 無錫 嘉興(xing) 泰州 上海 石家莊 湖州 台州 煙台 萊州 蕪湖 泰安 淄博 鹽城 揚州 溫州 長沙 武漢 德州 洛陽 鄭州 廊坊 沈陽 唐山 邢台 新鄉(xiang) 濟寧 張家口 北京 天津

Copyright © 2024米兰app安卓版下载 版權所有 備案號:
網站地圖 技術支持:翔高主軸維修服務中心